|
||||||||
|
COPRAX, il est nécessaire de posséder l’outillage spécifique suivant:
|
||||||||
|




|
| On soude les éléments du système COPRAX soit avec un appareil de polyfusion (raccord classique), soit à l’aide d’un appareil pour soudure électrique (manchons électro-soudable). |
| Soudage au moyen de l’appareil de polyfusion |
| Le soudage s’effectue en chauffant simultanément la surface externe du tube et la surface interne du raccord sur les matrices de l’appareil de polyfusion, et en introduisant ensuite le tube dans le raccord pour réaliser ce que l’on appelle la "jonction par emboîtement". Séquence des opérations: 1) Préparation de l’appareil de polyfusion Monter sur l’appareil de polyfusion les matrices correspondantes aux diamètres à souder et introduire la fiche dans la prise d’alimentation à 220 V. Attendre que le voyant vert situé sur la machine s’éteigne. Cela signifie que l’appareil de polyfusion a atteint la température de travail. |
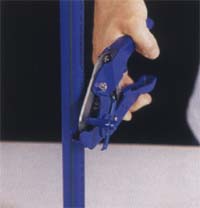
2) Préparation des éléments à souder Couper le tube à l’aide de la pince prévue à cet effet et s’assurer que les parties à coller sont propres. Dans le cas contraire, il est nécessaire de nettoyer avec un chiffon propre les surfaces qui seront en contact pendant la phase de soudage. |
 |
| 3) Réalisation de la soudure Après s’être assuré que l’appareil de polyfusion est prêt, introduire simultanément le tube et le raccord dans les matrices du diamètre correspondant, en respectant les conditions de travail qui sont indiquées par le tableau de la page 32. Au terme du chauffage, extraire les éléments des matrices et effectuer la jonction. |
  |
| Tableau des temps de travail |
 |
| N.B.: Le temps de chauffage doit être calculé à partir du moment où le tube et le raccord sont unis en butée sur les matrices. |
| LE TRAVAIL DU COPRAX + ALUMINIUM |
|
Le travail du COPRAX + Aluminium peut s’effectuer de la même façon que pour le COPRAX, en veillant cependant à éliminer la couche superficielle de PP-R et la feuille d’aluminium située en dessous. Comme alternative, il est possible d’utiliser les raccords auto-adaptables prévus à cet effet.
|
||||||||
| Jonction par appareil de polyfusion | ||||||||
| Séquence des opérations 1) Préparation de l’appareil de polyfusion et coupe du tube Ces opérations s’effectuent de façon identique à celle décrite pour le système COPRAX. 2) Fraisage du tube Cette opération, réalisée sur la partie du tube destinée au soudage, s’effectue à l’aide d’un outil calibreur prévu à cet effet, manuellement ou mécaniquement, au moyen d’une perceuse. Pour permettre à la lame du calibreur de n’éliminer que le revêtement extérieur d’aluminium et de PP-R, il est très important de régler la lame en agissant sur la vis relative, à l’aide du gabarit de calibrage. Pendant l’opération de calibrage, il est en outre nécessaire d’éviter d’endommager l’épaisseur du tube en PP-R. |
||||||||
|
||||||||
| 3) Réalisation de la soudure Procéder ensuite à la réalisation de la soudure en suivant les procédures décrites pour le COPRAX. |
||||||||
| Jonction au moyen de raccords auto-adaptables | ||||||||
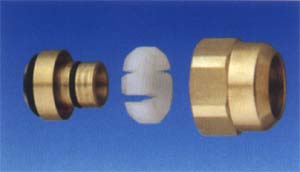
| Les jonctions peuvent aussi être réalisées mécaniquement, sans qu’il soit nécessaire d’éliminer les couches superficielles en PP-R et en aluminium, à l’aide des raccords auto-adaptables disponibles dans les dimensions ø 14, 16 ,18. Ces raccords se composent essentiellement de trois parties : - le corps, avec support relatif et joints d’étanchéité; - l’ogive en matière plastique; - l’écrou de blocage. |
||||||||
 |
||||||||
| La jonction à un collecteur ou en général à un composant fileté s’effectue en introduisant sur l’extrémité du tube tout d’abord l’écrou, puis l’ogive profilée. Introduire ensuite le support, jusqu’à ce qu’il aille buter contre la tête du tube. Réaliser l’accouplement en vissant l’écrou de blocage sur la sortie du collecteur ou sur la partie filetée d’un raccord ou d’une vanne. Pendant cette opération, l’écrou serre l’ogive en plastique qui, grâce à sa géométrie, déforme le tube situé en dessous, en le contraignant à adhérer parfaitement au support. Ce type de raccord peut être utilisé aussi bien avec les collecteurs relatifs fournis par notre Société qu’avec d’autres collecteurs en général ou avec des composants filetés. Dans ce dernier cas, la seule nécessité consiste à réaliser les jonctions en interposant des adaptateurs opportuns, disponibles dans les versions 1/2“M et 1/2”F. |
||||||||
| Recommandations relatives à la réalisation des soudures à l’aide d’un appareil de polyfusion | ||||||||
| - Il est opportun d’éviter de dépasser, pendant la phase d’introduction du tube dans le raccord, le cran de butée situé dans le raccord, afin de ne pas provoquer un rétrécissement excessif de la section de passage. - Il est fondamental d’aligner le tube au raccord, afin que les surfaces des éléments à souder soient complètement en contact entre elles. Un alignement précaire peut en effet compromettre le succès de la jonction. - Il est nécessaire d’effectuer le chauffage et l’emboîtage des éléments de façon graduelle et linéaire, sans rotation afin de ne pas endommager les éléments ou rater la jonction. Il n’est possible de corriger la position entre le tube et le raccord que juste après leur soudage, et en tout cas sans mouvement excessif. - La soudure doit refroidir graduellement, sans gros écarts thermiques qui pourraient créer des tensions internes considérables. Le manchon électrique est le seul raccord du système COPRAX qui, à froid, coulisse sur le tube. |
||||||||
| Soudage au moyen d’un appareil de soudage des manchons électriques |
||||||||
| En utilisant l’appareil de soudage prévu à cet effet, le manchon électrique peut être utilisé pour effectuer des interventions de réparation ou des soudures sur des conduites déjà posées. Séquence des opérations 1) Préparer les tubes à souder de façon à ce qu’ils présentent une coupe à angle droit : pour cette opération, utiliser la pince coupante spécifique. 2) Nettoyer l’aire de jonction avec un chiffon propre. Racler ensuite toute la circonférence du tube dans la zone concernée par la soudure afin d’éliminer les effets négatifs dus à la présence de l’oxydation et les traces de graisse sur les surfaces des tubes. Cette opération doit être réalisée au moyen du racloir manuel fourni avec l’appareil de soudage; la procédure est correcte lorsque des copeaux ayant une bonne consistance se forment et restent accrochés au tube, copeaux que l’on élimine ensuite en émoussant légèrement la partie concernée. Les outillages spécifiques fournis sont appropriés. |
||||||||
   |
||||||||
| 3) Après avoir marqué la profondeur de raccordement sur les tubes, les introduire dans le manchon en faisant en sorte que les têtes des tubes se rapprochent autant que possible l’une de l’autre et à ce qu’elles soient alignées. | ||||||||
  |
||||||||
| 4) Prédisposer l’appareil de soudage COPRAX en s’assurant qu’il est relié à un réseau d’alimentation de 220 V 50 Hz, et que le câble d’alimentation est totalement déroulé. 5) Raccorder les bornes aux parties terminales du manchon, en s’assurant que le poids des câbles ne pèse pas sur la jonction. 6) Commencer la soudure en suivant les instructions fournies sur l’appareil de soudage. 7) S’assurer que pendant le soudage et le refroidissement suivant (minimum 10 minutes), les tubes ne seront soumis à aucune sollicitation. 8) Attendre au moins 1 heure avant de mettre l’installation sous pression. |
||||||||
  |
||||||||
| Recommandations | ||||||||
| a) La propreté et l’absence d’humidité dans les éléments à souder sont des conditions indispensables afin d’obtenir un bon résultat final. Par conséquent, nous recommandons d’accorder une attention particulière à cette phase préliminaire. b) Pour les mêmes raisons, après la phase de raclage, éviter de toucher la zone de la soudure. D’éventuelles traces de graisse dues à des causes accidentelles doivent être éliminées à l’aide d’un détergent spécifique pour polypropylène/polyéthylène (par exemple Tangit KS de Henkel). Il est interdit d’utiliser des solvants à base de graisse, car ils laissent sur la surface des tubes une pellicule qui empêche la réalisation de la soudure. c) Pour obtenir le meilleur rendement du soudage, il faut introduire les tubes à une même longueur et veiller à ce qu’ils soient parfaitement alignés au manchon. d) Il est conseillé de s’assurer que le diamètre de travail réglé sur la machine correspond au diamètre réel des éléments à raccorder. e) Si, pour une raison quelconque, il est nécessaire d’effectuer plusieurs cycles de soudage sur le même manchon, il est indispensable d’attendre le refroidissement complet de la soudure entre deux cycles. |
||||||||
| UTILISATION DE LA MATRICE de réparation | ||||||||
| En cas de perforation accidentelle du tube (foret de perceuse etc.) et si le trou n’est présent que sur une paroi du tube, il est possible de le réparer à l’aide de la matrice de réparation, en gardant présent à l’esprit que la possibilité de réparation est liée, en ce qui concerne les dimensions, au diamètre de la matrice. L’opération de réparation prévoit les phases suivantes: - le tronçon à réparer doit être séché et nettoyé correctement. - La partie mâle de la matrice de réparation, introduite dans le trou à réparer, doit fondre la surface concernée par l’opération de soudage. Afin d’éviter que, pendant cette opération, la partie opposée du tube puisse fondre elle aussi en raison d’une introduction excessive, nous signalons que la matrice possède une douille métallique que l’opérateur peut régler en fonction de l’épaisseur du tube. Le réglage se fait en déplaçant la douille sur la matrice, ce qui est possible en desserrant la vis de blocage de la douille. - La partie femelle de la matrice de réparation sert à fondre, en même temps que l’opération précédente, la barre de réparation généralement fourni avec la matrice. - Après les temps de chauffage prévus (5 secondes), la barre doit être introduit dans le trou. Au terme de l’opération décrite, et après avoir attendu le temps nécessaire au refroidissement, il faudra couper la portion de barre en excès. Si le trou à réparer est d’un diamètre supérieur à celui de la matrice ou s’il traverse le tube de part en part, il sera inévitable de couper complètement le morceau et la réparation se fera en utilisant des raccords normaux ou, plus simplement, en utilisant les manchons él ectriques. |
||||||||
|
||||||||